 Co., Ltd")

Phone:139-2581-2062
Email:market@sj-technol.com
Telephone:0769-89136906
URL:http://www.sj-technol.com/
Address:Guangdong ,Dongguan, Songshan Lake International innovation entreprenurship community A1 building.
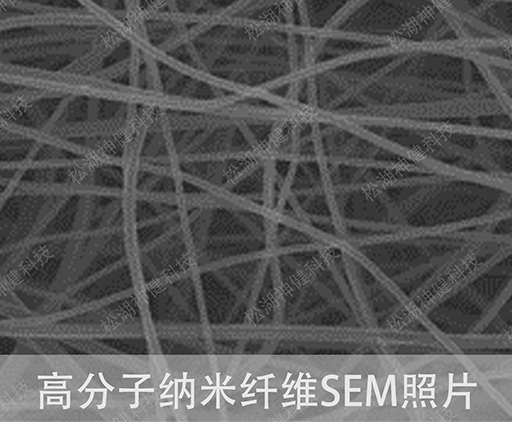
Nanofiber filter membrane reinforced composite materials are usually integrally molded at one time, but after molding, due to precision requirements or assembly requirements, they usually need to be milled. Due to its performance, the processing process is prone to material delamination, tearing, and severe tool wear. , When the residual stress occurs, discuss with you the common problems of nanofiber filter membrane material milling and processing. Welcome to make deficiencies and suggestions in the comment section at the bottom.
1. Tool wear.
When the nanofiber filter membrane material is cut, it will generate a lot of heat that is not easily taken away by the chips, and it is almost concentrated on the tip and edge of the tool. Because of the high hardness of the nanofiber filter membrane, the tool wears seriously and the cutting force becomes larger. The temperature of the cutting surface rises. Therefore, the tool material must not only have high high temperature hardness, wear resistance, thermochemical stability, low friction coefficient, etc., but also need a sharp edge in order to quickly cut the fiber during the cutting process and obtain a good surface quality.
2, cutting force.
The high-speed milling test of nanofiber filter membrane composite material shows that the milling force decreases with the increase of speed, and increases with the increase of axial depth of cut, radial depth of cut and feed speed. Among them, the depth of cut has a great influence on the milling force. As the milling speed increases, the milling temperature increases, resulting in a decrease in the friction coefficient and a decrease in the deformation coefficient, so the cutting force per unit area will decrease, so the cutting force has a decreasing trend. As the feed rate increases, the cutting thickness of each tooth cut into the workpiece during milling increases, and the milling volume per unit time increases, and the milling force increases accordingly. Therefore, when milling fiber composite materials, in order to reduce the milling force, it is advisable to use high speed, small depth of cut and multiple passes for cutting.
3. Surface roughness.
The influencing factors of the surface roughness of nanofiber filter membrane reinforced composite materials include tool material, cutting parameter variables, and fiber direction angle of the workpiece material. Cutting test showed that the surface roughness of nanofiber filter membrane composite material mainly depends on the fiber direction angle. The fiber orientation angle is between 0° and 90°, and the surface quality is better. 90° is the critical value, and the surface damage is serious if the critical value is exceeded. The theoretical minimum machining surface roughness that can be achieved when cutting parallel to the fiber arrangement direction is the fiber diameter.
4. Delamination failure.
The delamination phenomenon of nanofiber filter membrane reinforced composite material mainly depends on the wear of the tool and the fiber direction angle of the top laminate. The delamination occurs at the position of tangential force. When the fiber direction angle of the top layer is 0°-90°, delamination will not occur even if a worn tool is used. When the fiber angle is greater than 90°, delamination is likely to occur.
5. Cutting formation mechanism.
There is no obvious form of chips during milling of the nanofiber filter membrane, mainly powdered chips. When the cutting speed is low, peeling chips are produced, and when the cutting speed is increased, smaller broken chips are produced. The non-uniformity and lack of good ductility of the nanofiber filter membrane composite material cause discontinuity and broken chips. Because the chip size is too small, it is difficult to clearly reveal the chip formation process.

Tel:0769-89136906
E-mail: market@sj-technol.com
Fax:0769-89136906
Address:Block A1, Songshan Lake International Innovation and Entrepreneurship Community, Dongguan City, Guangdong Province, China.


